 |
Section 8
Off-Site Metals Recycling
8.1 INTRODUCTION
Section 8 covers off-site recycling of non-precious, metal-bearing wastes. Off-site recycling is becoming a popular alternative to land disposal for metal finishing wastes such as wastewater treatment sludge. Approximately 31% of the plating shops that responded to the Users Survey currently send this type of sludge to off-site recycling firms. The sludges are processed thermally or chemically and are converted to a usable form such as feedstock for smelting operations.
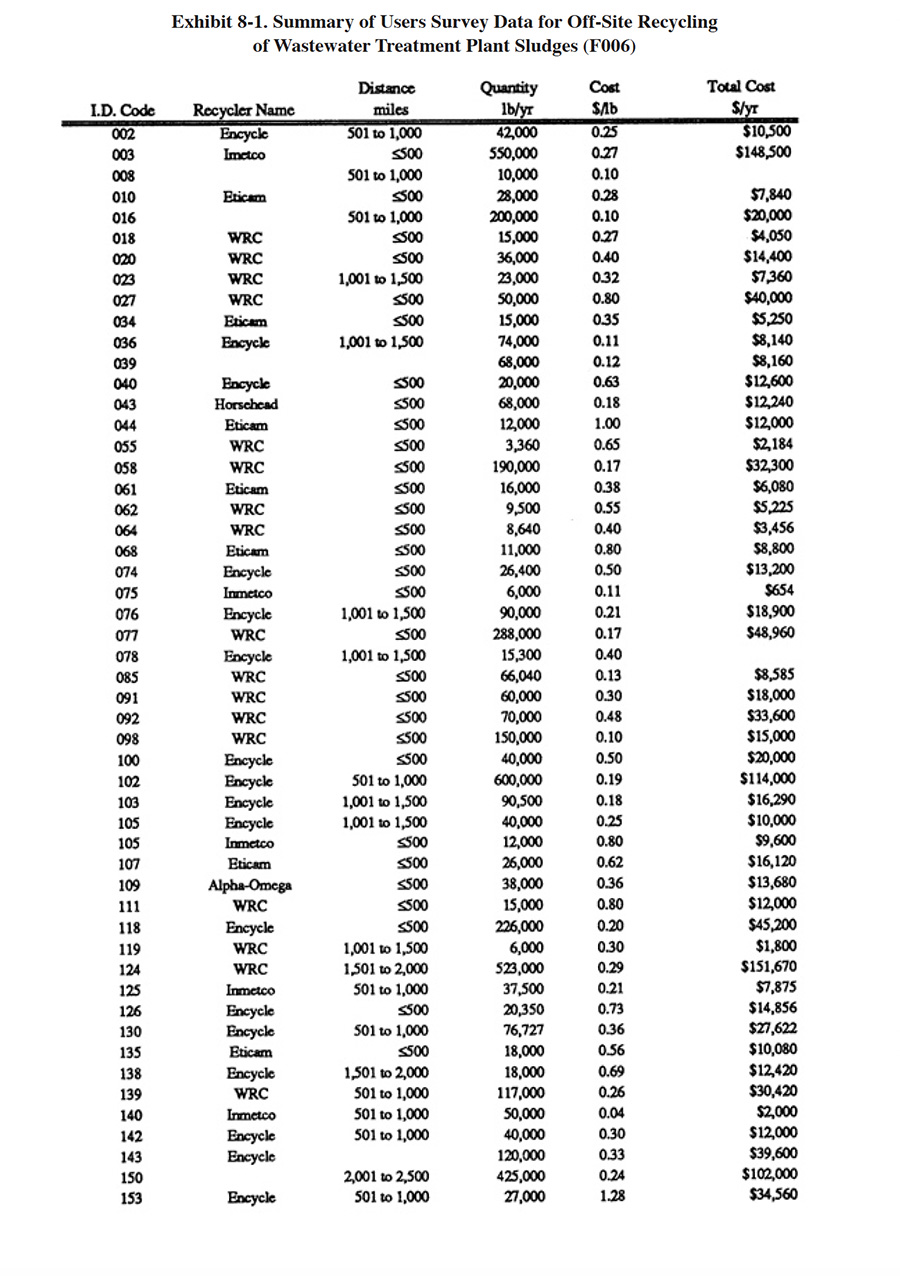
Exhibit 8-1 presents a summary of the Users Survey data covering off-site recycling of wastewater treatment plant sludges (RCRA waste code F006 or F019). Column 1 shows the shop code (PS 001 to PS 318). Columns 2 and 3 show the name of the recycle company and the distance from the plating shop to the recycling company (ranges of distances are used to conceal the identity of the respondents). Column 4 indicates the annual quantity of sludge that is shipped for recycling. Columns 5 and 6 show the unit cost and total cost for recycling, including transportation. The average and median values for waste quantity, unit cost and total cost are shown at the bottom of Exhibit 8-1.
 |
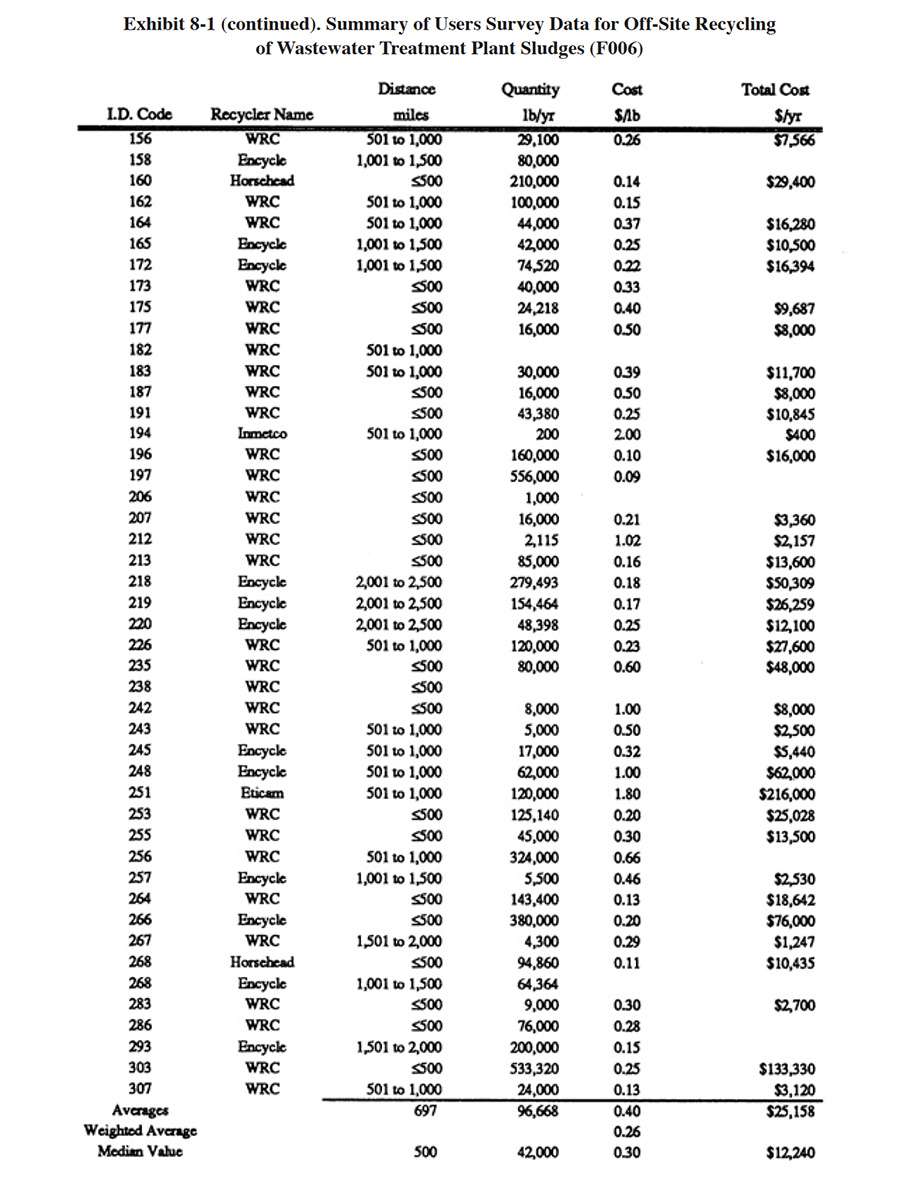 |
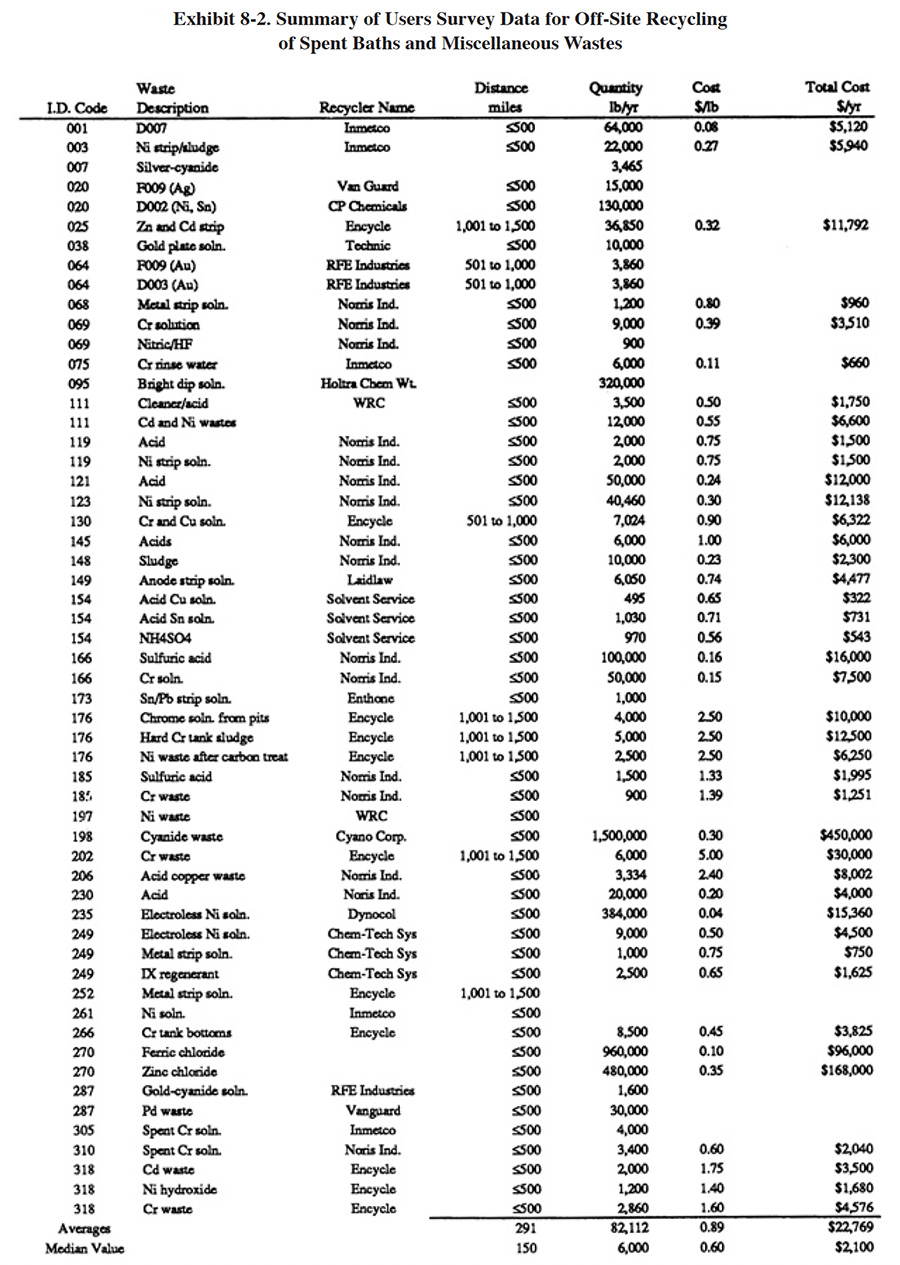
Exhibit 8-2 presents a summary of the Users Survey data covering off-site recycling of spent metal finishing solutions and miscellaneous wastes. Some respondents to the survey listed wastes within their completed questionnaire that are disposed of rather than recovered. An effort was made to eliminate these data from the database; however, in some cases, the fate of the waste could not be determined. For example, many West Coast platers send their spent baths to Norris Industries. This company was contacted in an effort to determine if these wastes are RECYCLINGtreated/disposed or recycled. Norris Industries did not respond to the request for information and the fate of the wastes could therefore not be determined.
 |
8.2 AVAILABILITY OF METALS RECYCLING SERVICES
8.2.1 General
Off-site recycling options for metal finishers were previously limited to spent solvents, precious metal wastes, and high purity common metal wastes. Since 1985, there has been a steady increase in the use of off-site recycling, primarily due to the availability of recycling services for wastewater treatment sludges (e.g., RCRA F006 and F019 sludge), rising costs for land disposal, and increased generator concern over the liability associated with land disposal.
Land disposal costs are increasing due to the loss of capacity (i.e., closure of existing sites), the impact of "land ban" restrictions (RCRA amendments that require treatment of certain wastes prior to disposal) and increased disposal taxes. As of 1990, 87% of the RCRA-permitted landfill facilities that were in operation in 1980 were closed or in the process of closing (ref. 23). Over a similar time period disposal fees increased by 160% and between 1986 and 1990 the Superfund Waste Tax (levied on hazardous waste disposed of in landfills) has increased by 27% (ref. 23). The liability of land disposal has become a costly element for many waste generators. From 1984 to 1989, the estimated contingent liability (based on clean-up of Superfund sites) grew from $11 to $38 per ton (ref. 23).
8.2.2 Locations of Off-Site Recycling Facilities
During the NCMS project, off-site recycling firms that accept non-precious-metal-bearing wastes from electroplating shops were identified from the Users Survey and other sources. Each of the recycling companies identified during these efforts was contacted and surveyed using a questionnaire to collect information and data on their services. From this process, ten companies were identified and confirmed as metal recycling firms. Eight of the confirmed recycling companies responded to the questionnaire survey.
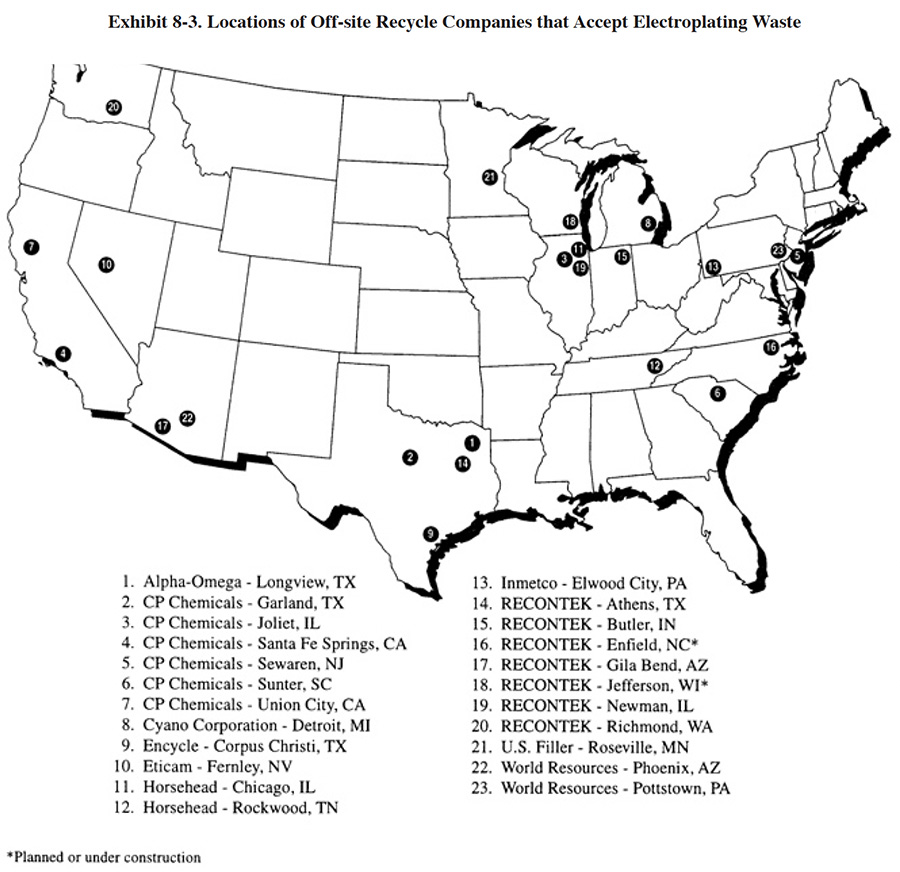
Exhibit 8-3 shows the locations of all ten metals recycling companies. As shown, several of these companies have multiple plants in different regions of the country. Some of these companies accept wastes in very specific forms or within a narrow analytical range, while other accept a broad range of wastes. Also, as will be discussed, several of these companies do not accept F006 sludge.
 |
8.2.3 U.S. Off-Site Metals Recycling Capacity
Wastewater treatment plant sludge (RCRA waste code F006) is the waste that is most commonly sent to off-site metals recycling plants by electroplating shops. The survey results from the off-site metals recycling companies indicate that there are 10 to 15 plants in the U.S. that are capable of processing F006 sludge and that a typical plant has a processing capacity of 25,000 to 150,000 tons of waste per year. Assuming there are 15 plants with an average processing capacity of 75,000 tons/yr, the U.S. capacity is approximately 1.1 million tons/yr. This estimation overstates the available capacity for the plating industry because most of these plants also accept metal-bearing wastes from other industrial sectors.
Data presented in Section 7 indicate that the average electroplating plant generates approximately 79 tons/yr of F006 sludge.1 Using EPA's estimate of 13,470 electroplating/metal finishing plants, the total U.S. F006 generation rate is estimated to be 1.1 million tons/yr. Comparing this estimation to the present U.S. capacity of off-site metals recycling plants indicates that a rather close match exists between F006 generation rates and processing capacity. However, this comparison does not consider the waste contributions from other industrial sectors.
8.3 OFF-SITE METALS RECOVERY PROCESSES
This section presents a short description of each of the metals recycling companies for which information is available. This is intended to provide the reader with information and data on a cross section of available services. Mention of commercial names is not intended to constitute endorsement for use.
8.3.1 Horsehead Resource Development Company
Horsehead Resource Development Company (HRD) operates six metals recycling operations located in Illinois, Pennsylvania, Tennessee, Oklahoma, and Texas. HRD accepts metal-bearing sludges, filter cakes, bag house dusts and soils and processes them using two kiln technologies: (1) Waelzing (the volatilizing, or fuming of metals in a reducing atmosphere, applied as a first step to all feeds) and (2) calcining (the second refining step that separates the zinc, lead and cadmium in the crude zinc oxide and increases the overall metals values).
Only the Chicago, IL and Rockwood, TN facilities accept electroplating wastes, where they currently process wastes from approximately 100 metal finishing companies. The main business of HRD is processing electric arc furnace dust (RCRA waste K061) from the steelmaking industry and other feed sources (e.g., F006 and F019) with recoverable zinc, lead, cadmium and iron. The technology employed at Chicago and Rockwood is the Waelz kiln technology. The Rockwood facility has an annual waste processing capacity of 90,000 tons and the Chicago plant will bring another kiln on-line early in 1994, boosting it's capacity to 180,000 tons/yr.
The Waelz kiln technology was developed in 1910. At the heart of the process is a rotary kiln which is typically up to 180 ft in length and up to 12 ft in internal diameter. Kiln feed consists of blended metal-bearing sludges and oxidic dusts mixed with an appropriate amount of a suitable reducing agent (coal, petroleum coke or metallurgical coke fines). During passage through the kiln, the mixed charge is heated under the resulting reducing conditions to a temperature of 1,300oC, sufficient to volatilize the reduced metal species from the charge. The volatilized metal values are subsequently re-oxidized in the gas stream above the charge, and this product is finally collected in bag houses as an enriched fume product. The process derives its name from the German word, "walzen," meaning to trundle or roll. These words accurately describe the movement of the charge through the rotating kiln (ref. Horsehead file).
Two products are generated from the Waelzing process: crude zinc oxide and iron rich material (IRM). The crude zinc oxide produced at the Chicago and Rockwood facilities (i.e., locations of electroplating waste processing) is further processed at other HRD facilities since these plants do not perform the calcining process. The IRM (45-55% Fe, <1% Zn), which typically amounts to 50-60% of the feed rate, reportedly passes the TCLP because the iron fraction encapsulates any other metals present. IRM is valued for it's strength, density and high iron content and is marketed for a variety of construction materials (e.g., cement manufacture and asphalt production).
The calcining process generates two products: zinc calcine (55-66% Zn, 4-9% Fe) and lead/cadmium concentrate (35-50% Pb, 15-25% Cl, 5-10% Zn, 1-2% Cd). The zinc calcine product is sold to smelters for zinc metal production. The lead/cadmium product is further refined in an acid leaching process to generate lead cake (50-55% Pb), copper cake (35-50% Cu), cadmium sponge (50-60% Cd), and zinc oxide which are sold for feed materials for primary metal manufacturing.
8.3.2 Inmetco
Inmetco, located in Ellwood City, PA, operates a pyrometallurgical process that is capable of annually processing 56,000 tons of feed material. The market focus for this company is on wastes containing chromium, nickel and iron. They currently process wastes from approximately 150 metal finishing companies as well as other segments of industry.
The Inmetco process utilizes equipment commonly found in the primary metals producing industry. The process consists of three main steps. In the first step, the wastes are blended with coke or coal and water in a disc pelletizer. In the second step, the pellets are processed in a rotary hearth furnace where a portion of the carbon in the pellets reacts with oxygen in the waste to produce reduced metal. A portion of the zinc, lead and halogens contained in the flue dust are exhausted into the off-gas treatment system. The hot, metallic, sintered pellets are transferred to an electric arc smelting furnace where the third operation is performed. In this stage, the pellet is melted and chromium oxides are reduced by the residual carbon in the pellet. Lime, silica, alumina and magnesia separate to form a liquid slag that assists in cleansing the metal bath. Metal and slag are tapped periodically from the furnace. The metal is cast from a refactory lined ladle into pigs which are sold to steel mills. Approximately 42% of the original feed material is contained in the pigs. The slag is treated to obtain a sized material that is used locally as fill or ballast. The process water is treated and yields a filter cake that is recycled in a separate processing plant to recover the zinc values (ref. Inmetco file).
Inmetco's pyrometallurgical process has been modified to recover metals from plating wastes. Inmetco accepts nickel and chromium containing wastewater treatment sludge, nickel strip solutions, waste chromic acid and concentrated rinse waters. In order to produce the quality product known as stainless steel remelt alloy pigs, the concentration of elements such as phosphorus and copper in the wastes must be relatively low. During processing, liquid plating wastes are combined with dry, metal bearing wastes prior to entry into the pelletizing disk. Wastewater treatment sludges (e.g., F006) by-pass the pelletizing disk and are mixed with carbon fines. The various wastes are then delivered to the rotary hearth furnace.
8.3.3 RECONTEK
RECONTEK operates a pilot or demonstration recovery plant in Newman, IL, where they are fine tuning their processes in preparation for the construction of six other plants around the country. They have received permits for planned facilities in Gila Bend, AZ and Butler, IN and they are in various stages of permitting in: Athens, TX; Enfield, NC; Richland, WA; and Jefferson, WI.
RECONTEK accepts zinc, copper and precious metal bearing wastes from the electronics and metal finishing industries and recovers these metals using a hydrometallurgical process. Their operations are divided into two lines: copper and zinc. The copper line includes acid distillation for recovery of hydrochloric acid and copper sulfate crystals; alkaline digestion to make copper oxide, sodium chloride and calcium sulfate; and an electrolytic cellhouse which produces cathode copper from waste copper sulfate. The zinc line is not yet operational but is expected to be demonstrated in the near future. This process consists of alkaline digestion, cementation and electrolysis that produces copper and lead concentrates for the smelter, zinc powder, sodium chloride and calcium sulfate.
In addition to the end uses already mentioned, RECONTEK products are used in the production of animal feed, micro nutrient mixes, soaps, wallboard, chlor-alkali products, and for the regeneration of ion exchange resins.
The current processing rate on the copper demonstration line is 300 tons per month of sludges and 500 tons per month of copper sulfate. The zinc demonstration will be initiated with a feed of 250 tons per month and they anticipate increasing this rate up to 2,000 tons per month.
8.3.4 CP Chemicals
CP Chemicals, a major U.S. producer of inorganic metallic salts in the U.S., accepts metal bearing wastes from over 1,000 clients, through their Environmental Recovery Services Division (ERS), at six U.S. plant locations. All six plants are RCRA permitted (four sites have final Part B permits). CP has been recycling metallic wastes since 1950. Details of their metals recovery methods were not provided during the survey; however, CP Chemicals indicated that their processes include hydrometallurgical steps. CP Chemicals mostly accepts and processes segregated metal bearing wastes of the following types: spent plating baths, etchants, pickling solutions, and strippers containing brass, cobalt, copper, nickel, tin, solder or zinc. The primary EPA waste codes accepted are: D002, D004, D006, D007, D008 and F006. Wastes are accepted in different forms including liquid, solid or slurry. The market focus of CP Chemicals includes both printed circuit board manufacturers and common metals plating shops. They have a processing capability of 120,000 tons per year and currently accept 100,000 tons per year. CP Chemicals indicated that their prices for processing wastes ranges from $75 to $210 per drum, or more depending on the waste type and analyses. The output of CP Chemicals recycling processes are technical grade metallic salts and etchants which are sold to industry on a value-added basis and meet the same purity requirements as non-waste derived products. The end use of their products includes: wood treatment chemicals; algaecides and fungicides; catalysts; and ceramics (ref. CP Chemicals file).
8.3.5 World Resources Company
World Resources Company (WRC) operates metals recovery processes at Pottstown, PA and Phoenix, AZ. They have been in the hazardous waste recycling business since 1980. WRC's processing methods are proprietary, as is their capacity. WRC indicated that their recovery methods include hydrometallurgical and pyrometallurgical processes. Their end products were not specified in their survey form. WRC indicted that they have accepted metal bearing wastes from 800 metal waste-generating companies during 1992.
For plating shops responding to the Users Survey, WRC is the most frequently used off-site metals recycling company for F006 sludge. Fifty percent of the respondents using off-site metals recycling for this waste send it to WRC.
8.3.6 Encycle/Texas, Inc.
Encycle/Texas, Inc. operates a metals recycling facility in Corpus Christi, TX. Their client list for 1992 includes approximately 150 electroplating shops. Encycle accepts liquid and solid wastes containing copper, lead, zinc, nickel and to a lesser extent, other metals. They describe their processes as chemical and hydrometallurgical. Their products are used by primary smelters and others (ref. Encycle file).
For plating shops responding to the Users Survey, Encycle/Texas, Inc. is the second most frequently used off-site metals recycling company for F006 sludge. Thirty percent of the respondents using off-site metals recycling for this waste send it to Encycle/Texas, Inc.
8.3.7 Alpha Omega Recycling, Inc.
Alpha Omega Recycling Inc. operates a metals recycling plant located in Longview, TX. Their client list in 1992 included approximately 100 electroplating companies. They primarily accept wastewater treatment sludges containing chromium, chromium/nickel, and copper. Their recovery process consists of acid leaching and selective precipitation and it has a capacity of approximately 5,500 tons/yr. The end use of their recovered metals includes ferrochrome, material for stainless steel manufacturing and blister copper. Alpha Omega Recycling indicated that their average price for waste processing is $350 per ton (excludes transportation costs) (ref. Alpha Omega Recycling file).
8.3.8 Cyano Corporation of Michigan
Cyano Corporation of Michigan operates recovery processes for cyanide bearing wastes (e.g., F007, F008 and F009) in Detroit, MI. They presently service approximately 50 electroplating shops. Their processes include electrochemical recovery of metal and oxidation of cyanide and they have a capacity of 2,200 tons/yr. The metals that are recovered electrochemically are sold as scrap. Cyano Corporation of Michigan indicated that their average price for waste processing is $2 to $10 per gal (ref. Cyano Corporation of Michigan).
8.3.9 Eticam
Based on the response to the Users Survey, it is believed that Eticam operates a metals recycling operation in Fernley, Nevada. However, Eticam did not respond to the metals recycling survey and no additional information is available.
8.3.10 Metro Recovery Systems
A centralized waste treatment (CWT) facility, located in Roseville, MN, is owned by Metro Recovery Systems (MRS), a partnership between Metropolitan Recovery Corporation and the U.S. Filter and Recovery Company (ref. 419). Although this facility did not respond to the metals recycling survey, some information was gathered from the literature and the Users Survey.
The MRS differs from most other off-site metals recycling companies in that it offers an alternative to in-plant conventional treatment of metal bearing wastewaters. The other firms only provide final treatment/recovery for concentrated wastes, particularly sludges. To utilize the MRS system, a plating shop installs sets of modular ion exchange units to capture the metals and cyanides from their wastewaters. Separate sets of ion exchange columns would be used for each type of metal plated so that the metal can be captured in a segregated manner. The facility also accepts bulk loads of concentrated wastes, which are not amenable to ion exchange recovery. Section 7.4.2 describes the ion exchange systems used for this purpose and the costs incurred by two respondents that subscribe to the MRS service. The CWT plant recovers metals from the ion exchange regenerant using electrowinning. Residual wastewaters are treated on-site and the sludge is sent off-site for recovery/disposal (ref. 419).
8.4 WASTE CHARACTERISTICS REQUIREMENTS
A broad range of waste types and characteristics are accepted by the recycling companies. However, each company has certain constraints and a set of preferred waste characteristics that are based on: (1) RCRA permit conditions; (2) material handling capabilities; (3) material processing capabilities; and (4) end product requirements.
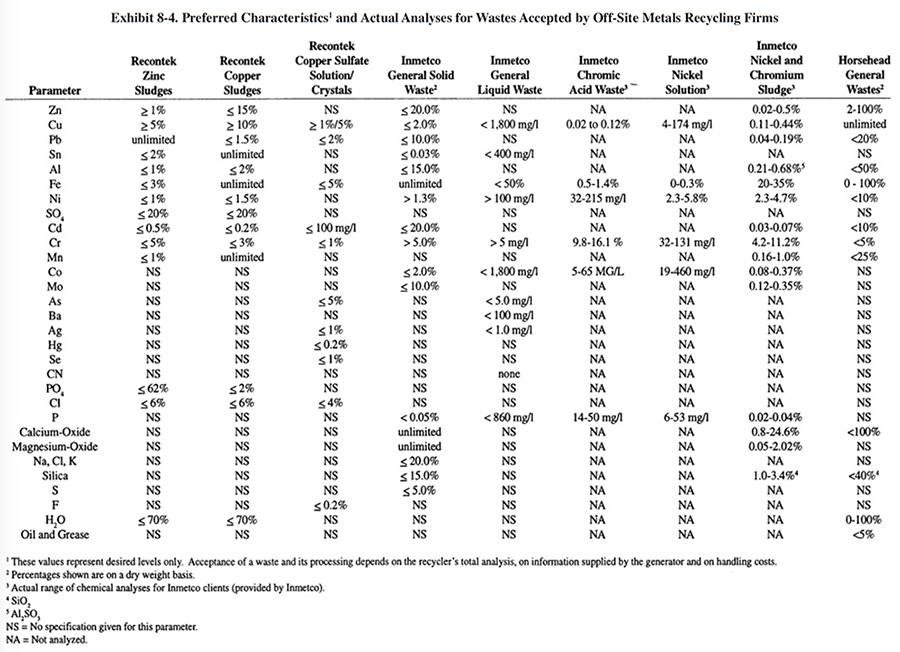 |
Exhibit 8-4 presents data provided by several recycling firms that show the preferred waste characteristics and the actual analyses of certain waste streams that are accepted. These values represent guidelines only. The actual acceptance of a waste depends on the recycling firm's total analysis, waste quantities available and other information that the plater must provide in order to receive a quotation for the recycling service.
The characteristics of a waste will have a profound impact on the cost of using a recycling service and the costs for a given waste will vary from recycler to recycler, depending mostly on the recycling processes employed and the nature of the end products generated. The cost implications of waste characteristics are discussed further in Section 8.5. Before a waste is accepted for recycling, the recycling company will perform an analysis that is paid for by the plater. The analysis (at a cost of approximately $500) is usually repeated once per year.
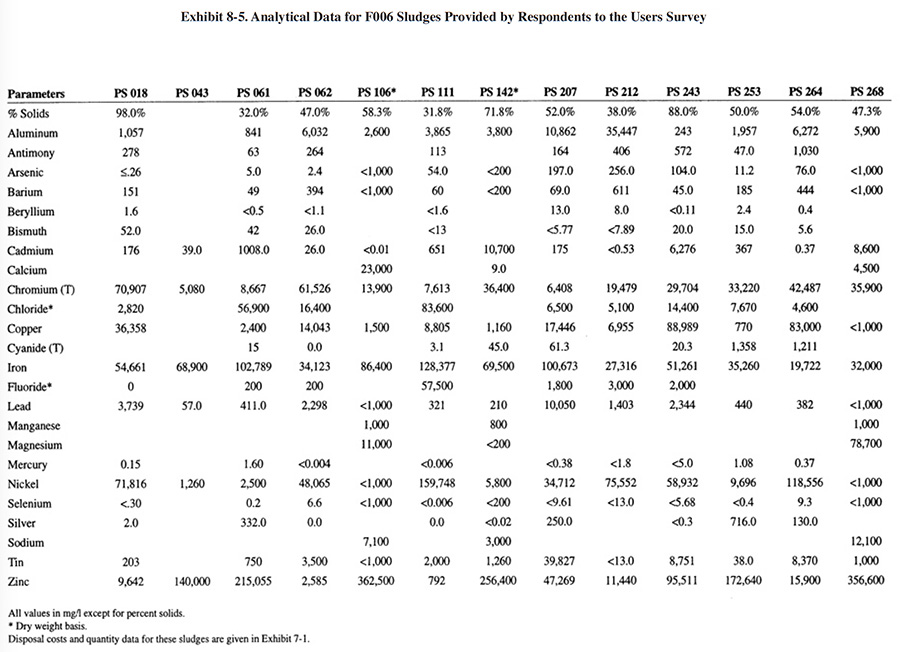 |
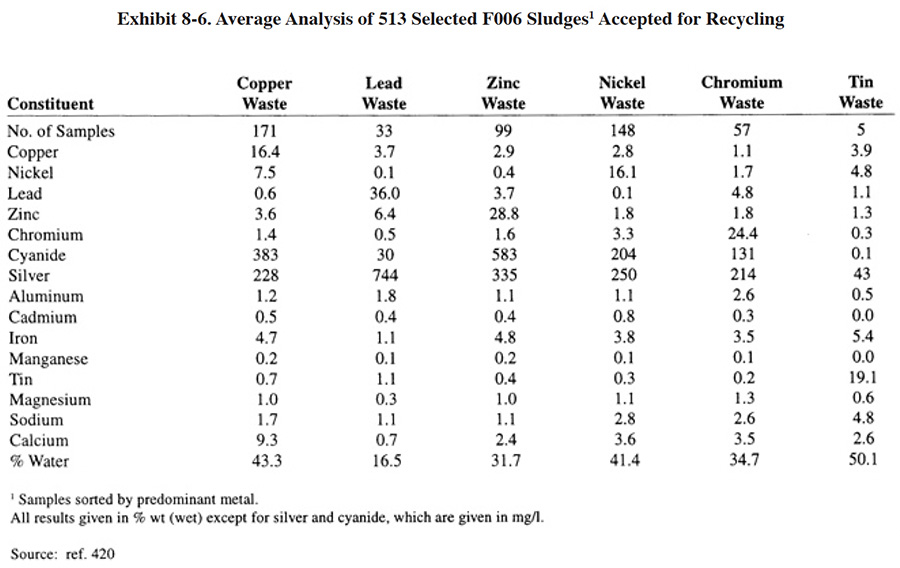
Exhibit 8-5 presents analytical data provided by plating shops showing the analyses of their sludges (F006) that are sent to off-site metals recycling firms. Exhibit 8-6 presents the results of over 500 selected analyses found in the literature. These sludges were considered acceptable for recovery at Encycle and provide further guidance on the characteristics of wastes that are amenable to off-site recycling.
 |
8.5 OFF-SITE RECYCLING COSTS
8.5.1 General
The Users Survey requested platers to provide cost data on recycling. Also, the recycling firms were requested to provide pricing formulas and typical charges. Data provided by the users were previously shown in Exhibits 8-1 and 8-2. The recycling companies were generally reluctant to provide any data relative to pricing. However, some companies provided general guidelines, some additional data were found in the literature and supplemental information was provided by platers. That information is summarized in this section and in Section 8.3.
8.5.2 Basis of Off-Site Metals Recycling Costs
The price of waste recycling is generally non-standard because it is negotiated between the plating shop and recycling company. As such, there exists an undefinable cost element. However, there are certain factors that are known to contribute to pricing. These factors can be examined for a given situation, and in some cases, plating shops can change their processing operations to make their waste products more valuable to recycling firms, thereby reducing recycling costs. These factors are:
- Metal Constituents of the Waste. Although some recycling processes and end uses are indifferent to the number of metals present in a waste stream, most metal recycling companies would prefer a mono-metal solution or sludge (ref. 23). Plating shops could segregate their sludges to increase the value of the material. However, this would require separate treatment of wastes which is not practical for most shops. This strategy was not used by any of the respondents to the Users Survey for F006 sludge (one shop, PS 246, operates separate filter presses for dewatering chromium and non-chromium sludges, but the dewatered sludge is sent to land disposal rather than off-site recycling). The preferred metal content of a sludge is generally a minimum of 5% to 10%.
- Sludge Type. Hydroxide sludges are generally preferred to sulfide sludges because the later can make reclamation more difficult. Sodium hydroxide is usually preferred to lime as the alkali reagent because it adds the least amount of inert material to the waste. Sludges generated with anionic polymers used for flocculation are usually preferred to alum and ferric compounds, also due to a lower inert material content. The use of dithiocarbamate (DTC) is usually acceptable.
- Tramp metals and Other Constituents. No recycling processes are designed to handle all possible constituents. The presence of some constituents (e.g., cyanide, arsenic, solvents) may preclude acceptance of the waste or significantly increase processing costs. The waste should be free of miscellaneous debris such as rubber gloves, cartridge filters, mop heads, etc. which add to the complexity of the treatment and handling process (ref. 420).
- Moisture Content of the Waste. The preferred moisture content of a waste will vary from recycler to recycler and will depend on their material storage, handling and processing facilities and equipment.
- Waste Volume. High volume waste streams are preferred by recycling companies. Small volume waste streams may be penalized. Also, unit transportation costs (see following) are impacted by volume.
- Transportation. Hazardous wastes must be transported by RCRA permitted companies. The unit transportation costs ($/ton) depend on the quantity hauled per load and the distance. Some companies offer "milk runs" that collect small volumes of waste from different generators that may reduce a shop's transportation costs.
- Chemical Consistency. Waste recycling firms prefer waste streams that are chemically consistent from shipment to shipment.
Relative to metal content and the presence of tramp metals and other unwanted constituents, the following example will help to demonstrate the cost impact of these factors.
- The contract of one Southeast plater (PS 043) for recycling their zinc-bearing wastewater treatment sludge (F006) is charged a processing fee of $201 per ton (as received) with the following penalty fee structure:
- Zinc content below 8.5%: $5.00 per one percent per ton
- Lead and cadmium above 2.0%: $15.00 per one percent per ton
- Oil and grease above 0.0%: $5.00 per one percent per ton
8.5.3 Comparison of Off-Site Metals Recycling and Land Disposal Costs
This project has collected data on the actual costs incurred by platers for both off-site recycling and the land disposal of wastewater treatment sludge. From Exhibit 8-1, the average unit cost for off-site recycling of F006 waste is $0.40/lb (weighted average is $0.26/lb) and the median cost is $0.30/lb (includes transportation and processing fees). The lower weighted average and median costs are due mostly to the high unit cost charged for small volume generators. From Section 7, the average unit cost for the disposal of F006 waste is $0.53/lb (includes transportation, stabilization, disposal and disposal tax) and the median cost is $0.25/lb. Therefore, the difference in cost between off-site recycling and land disposal appears to be small. This cost comparison does not consider the possibility that, due to their chemical compositions, some wastes that are presently landfilled may not qualify as cadidates for off-site recycling or that the generator of such wastes may be charged higher than average processing cost rates.
In addition to the obvious cost elements associated with recycling and disposal options (e.g., transportation, processing, taxes) a comparison of total costs for these options should include a factor for liability. The liability factor adds consideration of potential future cleanup costs that would be incurred if a disposal or recovery site became a Superfund site. Because recovery sites reclaim most of the waste material they accept, presumably the liability factor for this option would be considerably lower than the land disposal option. The liability for land disposal was estimated by one source to be $38 per ton ($0.02/lb) in 1989, up from $11 per ton in 1986. These values were arrived at by dividing the average cost of cleanup at a Superfund site by the average quantity at a Superfund site (ref. 23).
 |
 |
 |
The information contained in this site is provided for your review and convenience. It is not intended to provide legal advice with respect to any federal, state, or local regulation.
You should consult with legal counsel and appropriate authorities before interpreting any regulations or undertaking any specific course of action.
Please note that many of the regulatory discussions on STERC refer to federal regulations. In many cases, states or local governments have promulgated relevant rules and standards
that are different and/or more stringent than the federal regulations. Therefore, to assure full compliance, you should investigate and comply with all applicable federal, state and local regulations.